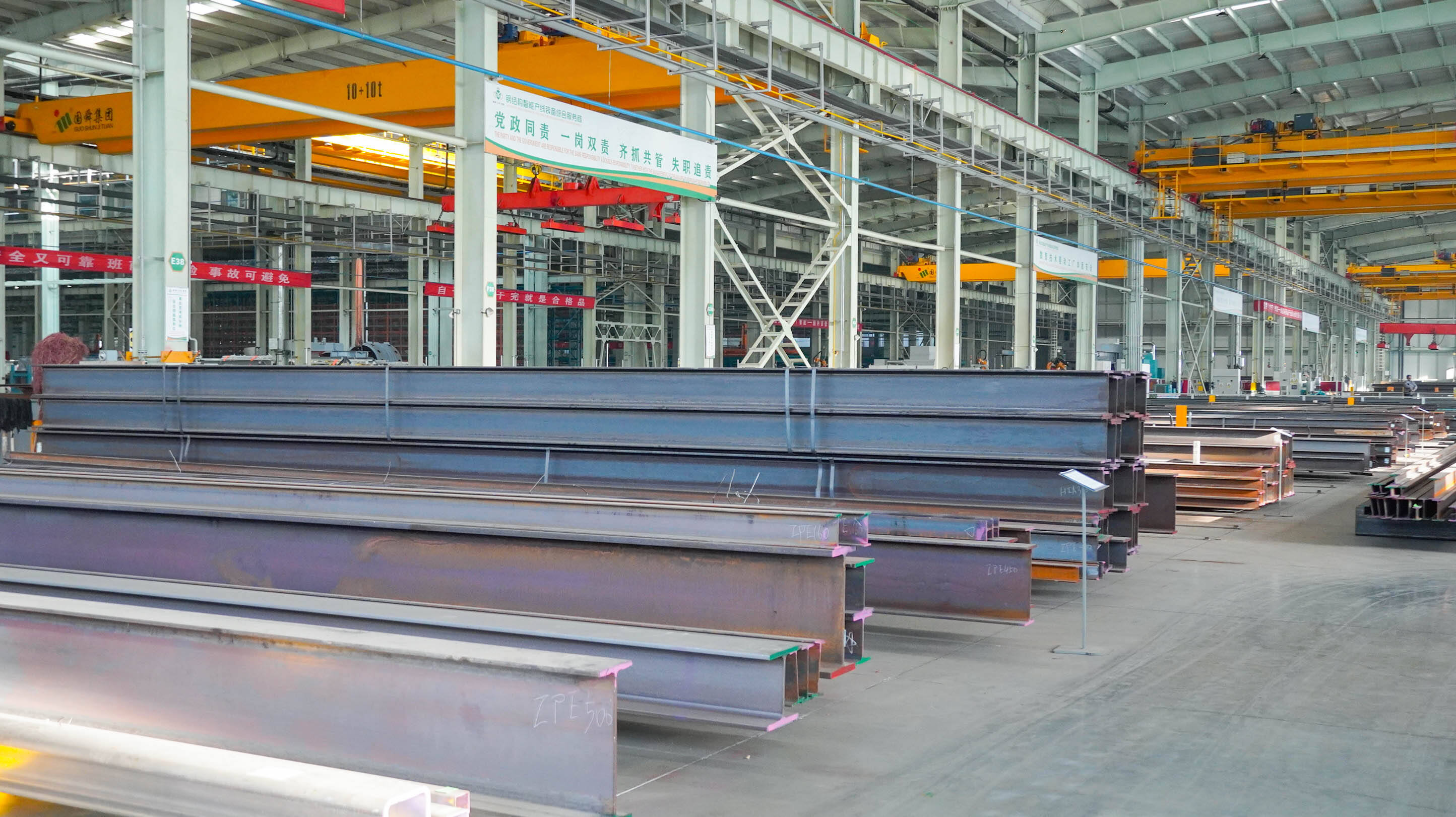
鉄骨構造輸送システム
- 製品モデル:ASTM A36/ASTM A572GR50/EN S355JR/S355J2 鋼構造
- 計量単位:トン
- 価格範囲:1300—3000 USD/T。具体的な価格は図面を提示いただき、材質要件、加工要件、塗装要件などをもとに算出する必要があります。
- 最小発注数量:100トン
- 概要
- おすすめ商品
商品説明
鉄骨構造輸送システム製品の製造プロセスには通常、設計、原材料の調達、加工および製作、品質検査、表面処理、輸送、および設置が含まれます。以下にこのプロセスの詳細を示します:
1. 設計フェーズ
要件分析:顧客のニーズを明確にし、システムの目的(例:物流搬送、保管設備)、荷重能力、および使用環境を決定します。
構造設計:CAD/3Dモデリングソフトウェア(例:SolidWorks、Tekla)を使用して、トラス、支持部、レールなどの構成部品を含む鉄骨構造を設計します。
機械的計算:有限要素法解析(FEA)を通じて、構造の強度、剛性、安定性を検証します。
図面出力:加工図、組立図および部品表(BOM)を作成します。
2. 原材料調達
鋼材の選定:設計要件に基づき、セクション鋼材(H形鋼、I形鋼)、鋼板、鋼管などを購入します。一般的な材料には、Q235B/Q355B(中国規格)またはASTM A36/A572(国際規格)があります。
補助材料:ボルト、溶接棒、防錆塗料など。
3. 加工および製作
(1)切断
フレーム切断、レーザー切断、またはノコギリ機械を使用して鋼材を切断し、寸法精度を確保します。
切断面のバリ取りと研磨を行います。
(2)成形
曲げ/ローリング:鋼板の冷間または熱間曲げ(例:コンベアローラー)。
穴あけ/フライス加工:ボルト穴や接続部位の加工。
(3) 溶接および組立
構成部品の溶接:サブマージドアーク溶接、CO₂ガスシールド溶接などを使用して、主構造(例えばトラス、ブラケット)を溶接する。
仮組み:工場内で試験的な組み立てを行い、適合性と寸法を確認する。
(4) 機械加工
高精度が要求される部品(例:レール継手)に対して精密機械加工を行い、平面性および寸法精度を確保する。
4. 品質検査
溶接検査:超音波検査(UT)、磁粉検査(MT)、またはX線検査(RT)により溶接品質を確認する。
寸法検査:設計図面に基づき、重要な寸法(例:スパン、垂直度)を検証する。
負荷試験:模擬負荷試験を実施する(例:コンベアの試運転)。
5. 表面処理
さび取り:サンドブラストまたはショットブラストにより、ISO 8501規格のSa2.5グレードを達成する。
防錆コーティング:
プライマー:エポキシ亜鉛系富亀塗料;
中間塗装:エポキシ雲母酸化鉄系塗料。
上塗り:環境要件に応じて選定したポリウレタン塗料。
亜鉛めっき(任意):高腐食性の屋外環境向けの溶融亜鉛めっき。
6. 包装および輸送
保護包装:レールなどの精密部品には木製ケースを使用し、輸送中の変形を防止。
ラベリング:荷揚げポイント、重心位置、湿気表示を明記。
7. 現場での設置
基礎検査:埋め込み部品の位置および水平度を確認。
区間吊り上げ:クレーンを使用して主構造を設置。
ボルト接合/溶接:高力ボルトの仮締めおよび最終締め、または現場溶接。
据付:レールの直線度とコンベアの運転の滑らかさを調整。
8. 引渡しおよび受領
顧客検査:技術パラメータを確認し、受領書類に署名する。
ドキュメントの引渡し:材質証明書、操作マニュアル、および保守ガイドラインを提供。


製品属性
| アフターサービス | 現場での設置または設置指導 |
| 保証期間 | 1年間 |
| 輸送包装 | コンテナ船またはばら積み貨物船による輸送 |
| 仕様 | 実際のプロジェクト製品に基づく |
| ブランド | Guoshun |
| 原産地 | 济南 |
| 標準 | 欧州、米国および国家基準 |
| 表面処理 | スプレー塗装または電気めっき |
取引情報
● 計量単位:トン
● 価格範囲:1300~3000 USD/T。具体的な価格については、図面を提示いただき、使用材料、加工要件、塗装要件などをもとに算出する必要があります。
● 最小発注数量(MOQ):100トン


自社工場



原材料の保管 材料の切断 自動溶接



手動溶接 溶接継手の処理 ディーププロセッシング



絵画 配送 梱包